








Worldwide support to tailor your sawing needs

It is easy to find your saw blade including information regarding your specific steel cutting applications and the use of KINS' saw blades.
Explore the possibilities within our wide range to optimize your sawing process
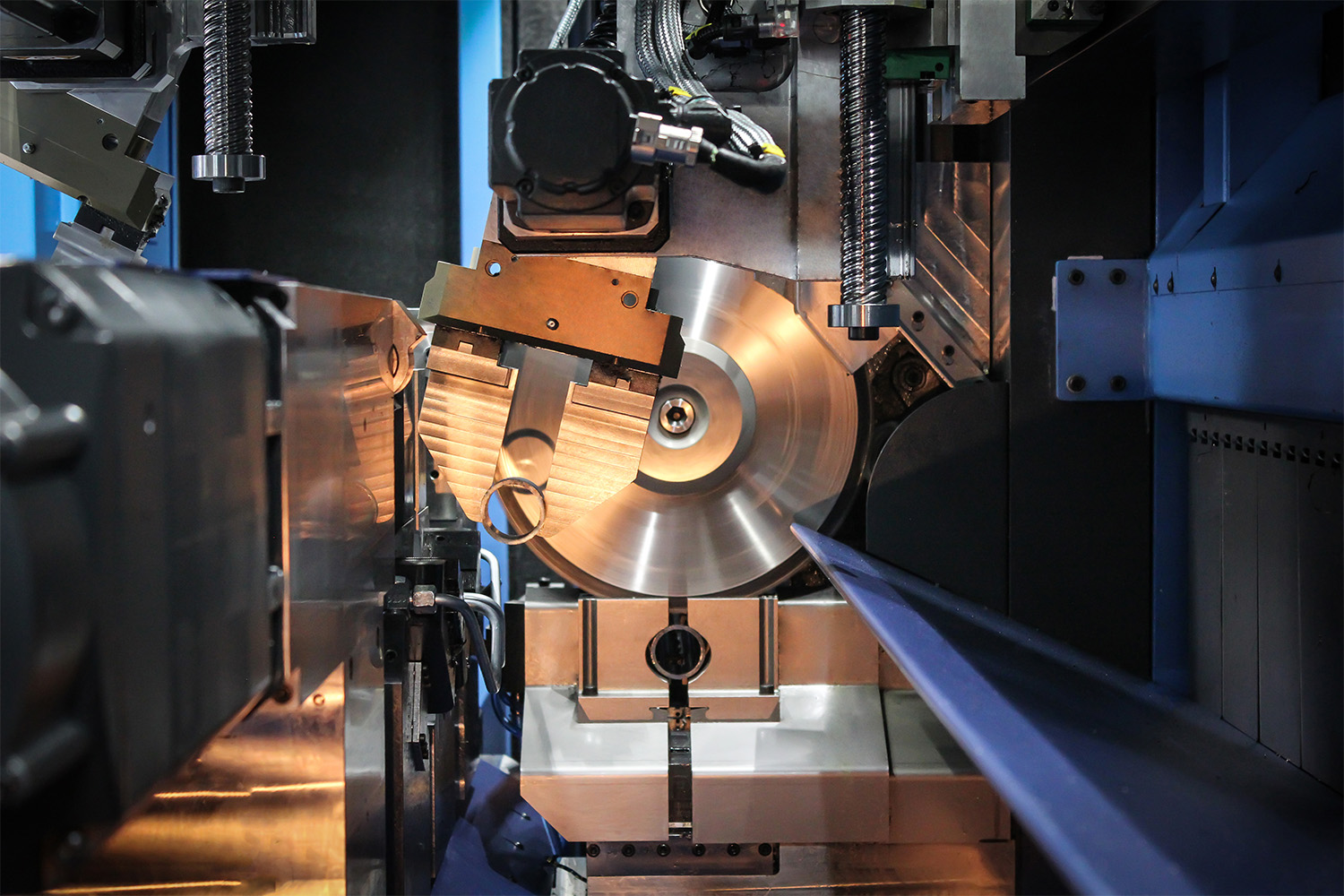
By exploring our saw blades you can discover new ways to enhance efficiency, precision, and TCO of your sawing processes.
With a global network, production locations spanning two continents, and subsidiaries in the EU, UK, USA, and Asia, we deliver cutting-edge, technology-based solutions for precision steel sawing.
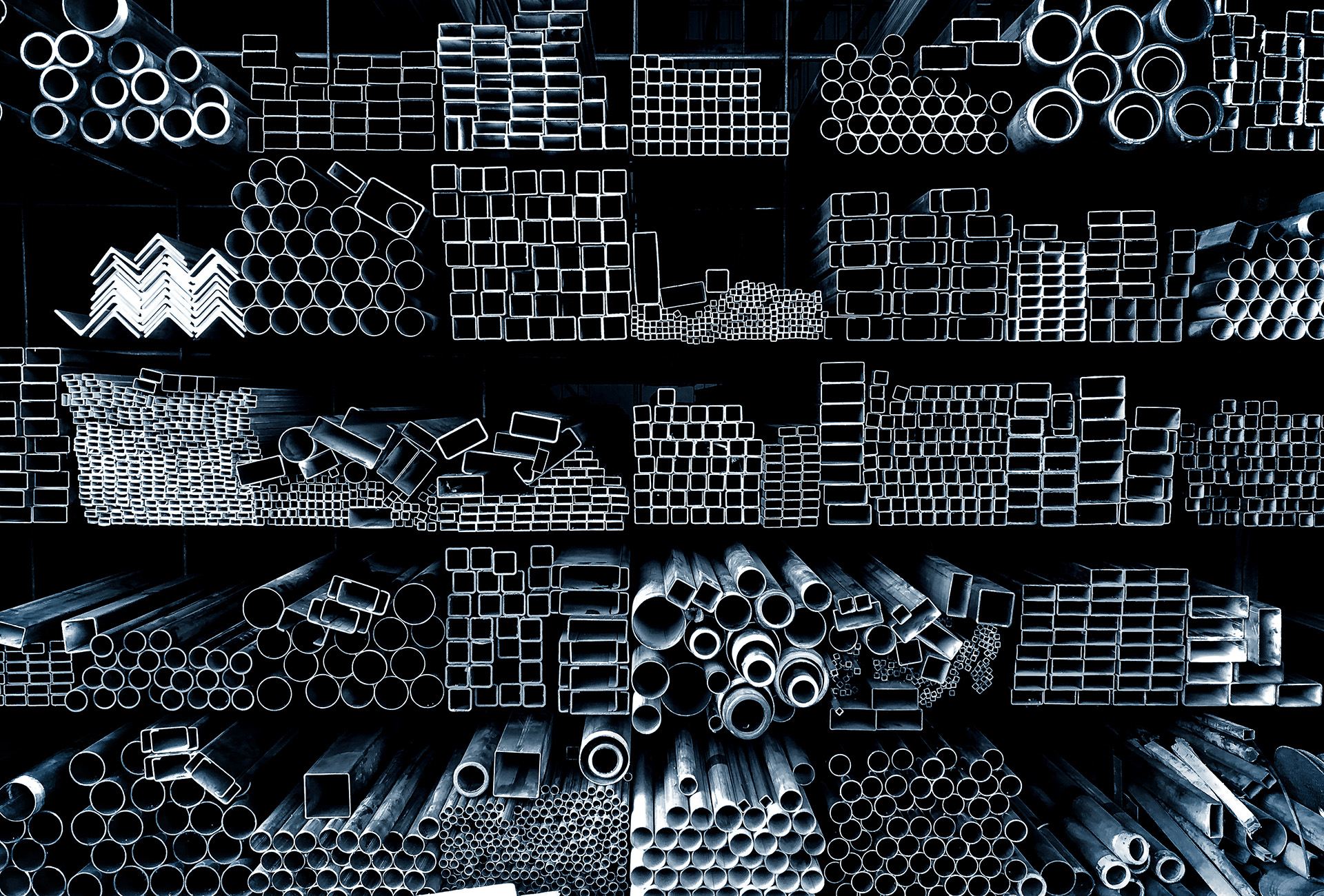
International producer of high-quality TCT, segmental and HSS circular saw blades to cut your tubes, pipes, and solids.
Worldwide support to tailor your sawing needs
Our application engineers support you to optimize the performance of your machines
Production sites on 2 continents to distribute our worldwide network